





Globax news
Blog

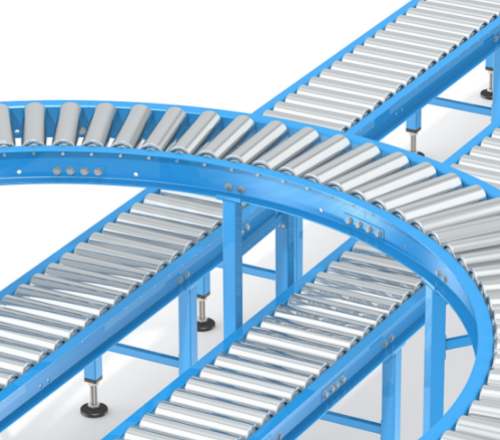
Conveyor Belts And Food Processing Equipment
For most people, the only exposure they get to a conveyor belt is at the checkout line in a grocery store, but these simple and efficient machines have actually been used in industry since the 1700s.
The first conveyor belts were hand-cranked and made of wood, but today’s conveyor belts are electronic and include features like zero-pressure accumulation, enhanced safety guards and powerful motors that can move everything from people to vehicles.
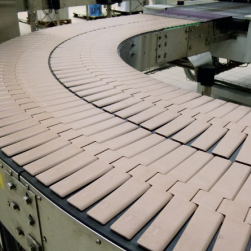
While the auto industry is one of the best examples of the use of conveyor belting to move parts along an assembly line, the food processing industry also makes use of conveyor belts.
These machines factor heavily into the array of food processing equipment used in factory farming, packaging facilities and food shipping companies.
Key Features Of Food Conveyor Belts
Industrial food processing requires that massive numbers of food items move at a consistent and predictable rate. If a conveyor belt moves too quickly or too slowly, items can begin to bump into one another, eventually leading to a bottleneck.
This accumulation is one of the largest challenges to overcome in the design of conveyor belts, but modern software and scanning equipment allow items to be spaced at the correct intervals to avoid accumulation.
Scanning equipment not only prevents accumulation but can also target items for rejection. Using spacial mapping software, artificial intelligence programs can examine each item of food as it passes along a conveyor.
This can often be done at a much faster rate than can be achieved by human eyes, making these systems more efficient and often more effective.
If an item is targeted for rejection due to not meeting quality control standards, the scanning system automatically flags the item for removal further down the conveyor line.
Read more: Conveyor Belts And Food Processing Equipment