





Globax news
Blog

Conveyor Case Studies
Conveyors do more than simply move parts from point A to point B. They serve as the backbone of an assembly line, and, as such, help manufacturers move forward on their road to success.
Regardless of whether conveyors use belts, chains or rollers to move materials and products, these essential machines are designed to provide years of reliable service. A well-designed conveyor system can increase efficiency, improve productivity, and minimize damage to parts and assemblies. State-of-the-art conveyors also feature servomotors and controls that immediately adapt belt speed to match the required flow of products, as well as save energy.
The Conveyor Equipment Manufacturers Association defines more than 80 types of conveyors that are specified by load capacity, rated speed, throughput, frame configuration and drive location. The following case studies represent excellent examples of how manufacturers are using conveyors for parts feeding, product transfer and packaging processes.
Master Movers of Lock Components
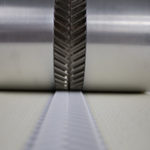
Master Lock Co. operates more than 20 Dorner conveyors at its main plant in Oak Creek, WI, including one to move lock parts (left) and a cleated conveyor to move uncut brass keys. Photos courtesy Dorner Manufacturing Corp.
Fanfare around a company’s 101st anniversary may not match that of its 100th, but the Master Lock Co. doesn’t mind. It is simply too busy being the world’s largest manufacturer of padlocks and related security products for the home, automotive, campus, power sports, bike and storage security markets.
Read more: Conveyor Case Studies


