





Globax news
Blog
Matching Conveyors with Applications
Curious which conveyors go best for certain applications? Consider this.
According to Packaging Strategies:
“How much do you really know about conveyors? When it comes to specifying a conveyor system to be integrated into a new project, do you know the right questions to ask up front?
“Doing more than simply moving parts from point A to point B, conveyors have evolved to become critical, integral components of packaging systems both large and small. The key is selecting the right conveyor that most effectively manages the application. Many factors need to be considered when choosing a conveyor system for your application — including the environment in which it’s operating, the product it’s moving and the desired performance. Using this information will help you ask the right questions, ensuring you have a properly designed and engineered conveyor to produce the best return on investment for your application.
Ask Questions First
“One of the first things to do is to ask yourself what the goals and expectations are for your conveyors — in other words, what do you need your conveyors to do? Knowing this up front will set you up for success with a conveyor system that’s designed to perform — and perform well. A good place to start is by considering these questions:
- How do you see the conveyor system integrating with what you’re trying to build?
- What is the height, weight and shape of the product(s) being moved?
- What are the sanitary requirements for the conveyor system?
- What’s the targeted rate of production?
- How much floor space is available for the conveyors?
- Does the product need to be orientated in a specific way while on the conveyor?
- Will product need to be transferred from one conveyor to another or transferred to another machine or assembly line?
- Your answers will help define the scope of the project, and allow the conveyor supplier to streamline the quotation process by gaining a more complete picture of the application.
Match the Correct Conveyor with the Right Application
“Conveyors can go straight, of course, but often they need to curve or go up or down to accommodate equipment, machinery and available workspace within a facility. They also need mechanisms (such as T-slots along the frame) as attachment points for accessories. To aid in the design process, some reputable conveyor manufacturers have configurators on their websites that allow you to build your own conveyor system. These handy online tools walk you through each step of the design and specification process. The conveyor system you design can also be turned into a 3D CAD drawing to bring your system to life. Being able to better visualize what your conveyor system will actually look like and how it can fit into your application — especially if it involves curves, inclines or declines — is a great resource to have.
“Additionally, some of the conveyors you may be specifying might have added capabilities. That’s because manufacturers are responding to the market’s needs and designing conveyors to become integral components of an application. Here are some recent trends in conveyor design that are positioned to improve the efficiency and productivity of numerous applications.
Z-Frame/LPZ Conveyors
“Sometimes the best way to navigate an obstacle is to go up and over. These types of conveyors, commonly known as Z-Frame or LPZ conveyors, are designed with one or two pivot points, allowing the conveyor to be adjusted at different angles. When operational, Z-Frame conveyors are an effective solution when space is tight because they act as a bridge to divert product flow up and over an obstacle (or conversely, down and under).
“Z-Frame conveyors are commonly used in both industrial and food manufacturing (sanitary environment) industries. Typical use involves positioning the conveyor under hopper to receive product, which is then moved to a higher elevation for further processing.
Activated Roller Belt Technology Conveyors
“The belt itself can move packages in merging, diverting and aligning applications. Activated Roller Belt (ARB) Technology uses low- and high-friction angled rollers within the belt to help smoothly guide and align items of all sizes.
“This conveyor brings flexibility to applications by being able to handle multiple product sizes on a single belt. Additionally, the technology in the conveyor minimizes floor space, increases system reliability, eliminates costly system controls and provides a safer work environment.
Flexible Chain Conveyors
“Some application designs dictate product to be moved in and around equipment and machinery. To accommodate this need, conveyors need to be flexible and make tight turns, which is the idea behind flexible chain conveyors. Automation applications within the processing and packaging, industrial, medical, life sciences, and health and beauty industries are great uses for flexible chain conveyors.
“Flexible chain conveyors excel in areas where space is limited. These conveyors can be configured in a variety of positions to maximize existing floor space, and the infeed and outfeed can be at different heights and angles.
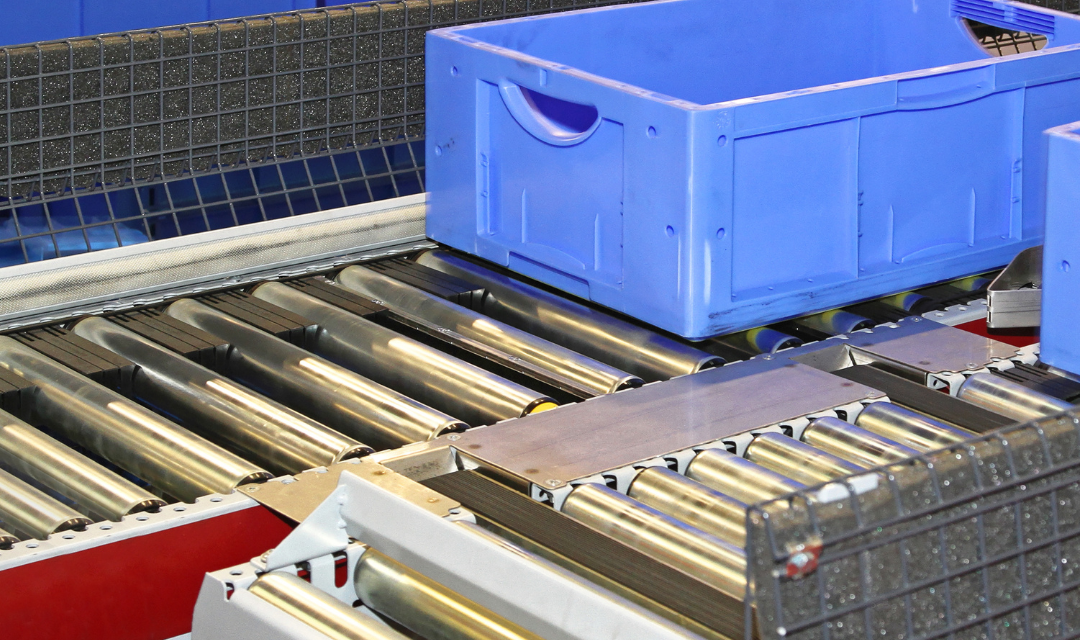
Precision Conveyors
“Precision conveyors are a new category of belt conveyors used in applications when precise product movement or placement is required. These conveyors offer a significant technology advancement in the belted conveyor industry because they provide a low-cost alternative to complex placement systems. Examples of these applications include: wide or sheet part handling, product elevation, robotic picking/box filling and automated assembly.
“Powering the conveyor to deliver accurate alignment of time and distance are servo motors that provide indexing repeatability of +/- .040”, all at a rate of 100 indexes per minute. This level of precision is critical, especially for robotic applications.
Sanitary Conveyors
“A common misconception is that a stainless steel conveyor is a sanitary conveyor. That’s not exactly true. A true sanitary conveyor gives the user complete and easy access to all areas of the conveyor for cleaning. By being able to reach every part of the conveyor with water, soap or other cleaning agents, there’s no chance of product collecting and growing into bacteria. In addition, components must be able to withstand much harsher environmental conditions such as caustic solutions or high-pressure fluid streams.
“Sanitary conveyors remove harbor points, blind spots and flat level surfaces within the frame and replace them with rounded cross members, which prevents food and water from accumulating. This design element is important because it doesn’t take long for components within the conveyor, like the motor, to begin heating up collected food particles and speeding contamination.
Backlit Conveyors
“Some jobs move product that require visual-system interface and inspection. Backlit conveyors are ideal for these types of applications as they use light fixtures installed at certain sections in the frame to illuminate items traveling on a translucent belt.
“These conveyors incorporate various in-line sensors for inspections. The contrast created by the light between passing product and the belt allows for inspection. Parts can stop directly over the lighted section or pass by uninterrupted, depending on the application.
“There’s virtually no limit to what conveyors can accomplish. The new technology behind conveyors allows design engineers and project managers to create more efficient applications than ever before. The key to specifying the right conveyor system is to recognize the goals and objectives of your entire application. Knowing that information will steer you to the conveyor system that best meets your needs.”


