





Globax news
Blog
Conveyor Systems
New to conveyor systems? Consider this.
According to ISQ Directory:
Chapter One – What is a Conveyor System?
“A conveyor system is a method for moving packages, products, supplies, parts, and equipment for production, shipping, or relocation. The different types of conveying systems include pneumatic, screw, belt, and roller. The construction of individual systems depends on the materials to be moved, which includes their weight, dimensions, and ability to be transported.
“Though conveying systems are essential to material handling and production, they are also used for production applications, such as sintering, part and assembly finishing, and part washing. In the majority of cases, they are automated though unautomated designs using chutes and rollers are common in retail, material handling, and shipping applications.
Chapter Two – Conveyor System Requirements
“There are many ways that a conveying system can fit into an operation to increase efficiency and enhance speed. Prior to making the decision to install a conveying system, there are certain, important considerations that have to be examined. Each system is designed to meet the demands of a specific application.
Conveyor System Requirements
Space:
“Conveying system manufacturers examine the available space to determine system design. This step requires identifying interaction points, clearances, obstructions, or any possible areas that could interfere with material movement. Though automated systems are most common, how the system is used will determine whether it is motorized or manual.
Load Capacity:
“Once the system has been laid out and given a pattern, it has to be determined what will be the amount of materials it can carry. Overloading a system can damage it or cause it to stop in the midst of its operation. Factors that influence the load capacity are overall length and bed width as well as the drive system.
Speed:
“The speed of a conveying system is measured in feet per minute (fpm). The average speed of most conveying systems is 65 fpm, which is how fast a person moves when carrying a 50 lb. package. Though that is the average, the speed can be lowered or raised to fit the application.
Powder or Liquid Material Handling:
“Powdered material handling has a different set of parameters from conveying systems that handle solid bulky items. A well designed powder and liquid conveying system has to be sufficiently sealed to prevent powder or liquid escaping. Movement of powdered, granular, and chip type materials can have dust build up, which is considered in system design and may necessitate some form of filtration. As with other conveying systems, a careful examination of the characteristics of the material is required.
Configuration:
“Conveying systems come in a wide variety of shapes, designs, sizes, and forms. They can be vertical, angled, horizontal, curved, include pockets or slats, and have z-frames. Since each system is designed to fit a special application, it would be impossible to cover all of the different configurations. What is important to understand is that there are very few restrictions on adding a conveying system, regardless of the application.
Drive System:
“The drive of an automated conveying system is the power that moves materials. It has a counter bearing to keep items moving and allows movement along the belt. They can be designed to move items in both directions and be located in the middle, end, or beginning of the system. Overhead systems, though they have similar drives, have ones that may be chain or sprocket driven. Liquids, granular materials, and powders may have conveying systems that use pneumatic power or screw drives.
“Drive systems can have single or variable speeds depending on their design. They usually have a system of gears run by a motor. Variable speed drives have become popular for modern conveying since they allow for changes of material flow.
Safety:
“Conveyor systems are regulated by the Occupational Safety and Health Administration (OSHA) and must meet government safety requirements. All conveyor manufacturers are aware of the regulations and adhere to them. Conveying systems are a preventative measure that protect employees from having to lift and move bulky materials.
“Note in the image below the emergency stop button, a keyed motor activation, and symbols displaying conveyor operation.
Chapter Three – Types of Conveyor Systems
“There are a multitude of conveyor types, designs, and processes. The most common types are belt, roller, and overhead with overhead and floor mounted being the two broad categories. Conveying systems have as many benefits as there are types and are a normal part of large scale operations.
Types of Conveyor Systems
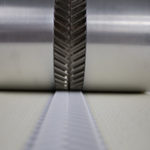
Belt Conveyors–
“Belt conveyors are the most common and simplest form of conveyor and can have variable speeds. They have a moving belt that rests on a steel frame that supports the belt and the materials being moved. Ones that have a supporting frame underneath are referred to as sliding style. When the belt is supported by closely placed rollers, it is called a roller belt style.
Gravity Roller Conveyors –
“Gravity roller conveyors have a set of equally spaced rollers connected to a side frame. The position of the rollers provides a surface to place materials for movement. If a gravity roller conveyor is tilted or mounted on an angle, materials move by gravity. Though pieces of varying sizes can be loaded on a gravity roller conveyor, workers need to be cautious of larger materials running into smaller ones. Gravity roller conveyors are used by shipping companies to load and unload trucks.
Chain Conveyors–
“Chain conveyors can have two or several sets of chains that make contact with the bottom of items to be moved. The materials rest on the chains as they are moved. Chain driven conveyors are ideal for items with uneven bottom surfaces or ones that are very heavy. Ones that have a heavy frame can have pallets placed directly on them. Due to the types of items chain conveyors move, they operate very slowly.
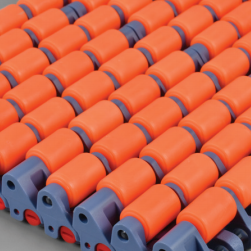
Motorized Roller Conveyors –
“Motorized roller conveyors use motors, placed along the conveyor frame, to power evenly spaced rollers. The design is similar to a gravity conveyor with the addition of motors. The number of motors is dependent on the load to be moved and the overall design of the system. The connection between the rollers can be a chain or belt. In some systems, there is a sensor that starts and stops the motor to avoid pieces getting packed together.
Slat Conveyors–
“Slat conveyors have the same design as chain conveyors with flat slats connected to the chain. In some ways, they are similar to belt conveyors with slats replacing the belt.
“The slats have a very smooth surface that prevents damage or harm to items being moved, making them ideal for assembly applications. Since the surface is smooth and without obstructions, slat conveyors can be loaded and unloaded using robotic automation.
Overhead Trolley Systems –
“Overhead, trolley track systems can be manually or motor powered. They use an enclosed track or “I” beam and can move parts through finishing operations, drying booths, or supply assembly lines.
Monorail Conveyors–
“Monorail conveying systems have carriers to move materials and are ideal for use over long distances. Rails are suspended from the structure of the building and have power supplied by signal lines from conductor lines inside the mounted rails. Monorail conveyors make use of the space above the production area. In some designs, the carriers lower to the level of production and then go up, out of the way.
Power and Free Conveyors–
“Power and free conveying systems are designed to move parts through the production and assembly process. Items being assembled move from workstation to workstation. They stop at each station to be worked on and then move on. Power and free systems are a special form of overhead conveying system.
Inverted Conveyors–
“Inverted conveyors are floor mounted and can be used as power and free conveyors. They normally have a drive system that does not involve a belt or chain.
Paternoster Conveyors–
“Paternoster conveyors are a vertical conveying system that uses equal spaced load carriers connected to a chain drive, which moves in a continuous loop. They are also known as platform conveyors.
Chute Conveyors–
“Chute conveyors have a smooth flat surface made of wood, metal, or plastic that is set on an angle in a frame, which can be straight, spiral, or circular. Items are slid down the surface.
Screw Conveyors–
“Screw conveyors are used to move bulk substances such as granular products, chips, and loose materials. The central part of a screw conveyor is a rotating helicoid on a shaft inside a pipe. Screw conveyors are known as auger, helix, and spiral conveyors. The blades of the screw flights are designed to carry the material upwards.
Pneumatic Conveyors–
“Pneumatic conveyors transport bulk materials using a pressurized gas that pushes the material through a sealed pipeline. As the pressure builds in the pipeline, powders or granular materials are lifted and moved through the pipe.
Vibratory Conveyors–
“A vibrating conveyor uses vibrations to move materials along a conveying trough and is ideal for materials such as grains, various solids, vegetables being picked in a field, and quarried rocks. The agitations and constant motion gently moves products through the use of vibration cycles. Each form of vibratory conveyor has a specific design to fit its function with ones for mining being radically different from those made for harvesting and food production.
“A major benefit of vibrating conveyors is their excellent performance in the harshest conditions and environments.
Chapter Four – How does a Conveyor System Work?
“Conveyor systems work as an integral part of a larger process. When explaining the function of a system, it is important to examine all aspects of the overall production process and how the various pieces fit together. Much of the determination of the workings of the system is set during the design phase. Once the system is in place, its inner workings become a complex moving process that is critical to the efficiency and success of an operation.
How a Conveyor System Works
“To limit the discussion of conveying systems, the information below focuses on belt conveying systems since they are the most common.
Belt:
“Belt conveyors use a system of motorized pulleys that have a belt made of thick durable material looped over the pulleys. When the motor is activated, the belt is pulled between the pulleys.
Support System:
“The support system allows the belt to move smoothly. It is specifically designed to hold the moving material without sagging. In the design phase, the weight capacity of the frame is determined and the frame is constructed to meet the needs of the operation.
Pulleys:
“Conveyor belt systems have at least two pulleys to control belt movement, a drive pulley and tail or return pulley. In between them are idler or dummy pulleys that are moved by the belt. The drive pulley pushes or pulls the load, while the tail pulley returns the belt. As can be seen in the diagram, idler pulleys serve a variety of functions in guiding the belt, which include controlling its tension.
Belt Cleaner:
“The purpose of a belt cleaner is to remove any carryback that may remain on the belt after the load is discharged from the belt. Carryback is common in all belt systems and is one of the major issues that causes belt malfunctions.
Drive:
“The drive for the belt can be located in various positions in the conveying system. For most belt conveyors, the drive is located at the discharge or head of the belt. Other locations can be anywhere along the belt depending on the design. AC motors are generally used to power the pulley that moves the belt.
Chapter Five – Conveyor System Applications
“As automation and production have become more technologically advanced, conveyors have rapidly developed into an essential part of material processing and movement as well as enhancing the speed of various production operations.
Conveyor System Applications
Sintering:
“Sintering is a production process used to significantly lower the temperature of a piece just below its melting point to shape and form the piece. Conveyors transport the piece into the high temperature furnaces for the sintering process.
Packaging:
“A packaging conveyor is designed to assist with product packaging, such as placing finished products in containers, efficient labeling, or preparation of products for shipping. The function of a packaging conveyor system is to move products from completion and assembly for shipment. They provide a safe method of moving materials and avoid the need for employees to carry heavy items.
Production Line:
“A production line conveyor is designed to bring work to workers, which avoids the need to move an assembly crew. The advantages of a production line conveyor is to easily move products through the assembly process for each task to be efficiently performed. What begins as raw materials at the beginning of the assembly process is a completed product at the end.
Pharmaceutical:
“The pharmaceutical industry requires specially designed conveying systems that can be installed in a sterile environment but be flexible, reliable, and easily accessible to prevent contamination. Pharmaceutical conveyors move products in and out of sterilization processes that use toxic chemicals. This requires conveyors made of materials capable of withstanding such exposure.
Metalworking:
“The demands for metal production has increased the use of conveying systems to improve productivity and efficiency. The various processes of metalworking can be completed accurately and precisely by using a conveying system. Cutting and molding for the production of large quantities of products can be done quicker. Press out conveyors are used to remove molded pieces from the pressing line or on to other operations.
Airport:
“Though airports have people moving conveyors, the main conveying system is for luggage handling, which speeds up the process of getting luggage from the checkin counter to the airplane and off the airplane to luggage pickup. Highly sophisticated and complex systems limit manual involvement and move packages and bags. Airport conveying systems employ several different varieties of conveying systems, which can be on an angle, vertical, or horizontal.
Mining:
“Conveyors are essential for mining operations to move raw materials but must be durable enough to withstand extremely harsh conditions. Most mining operations are in secluded areas that make it difficult for trucks to access. Mining conveyors remove the need to create a means for trucks to reach the operation. Though mining conveyors vary in size and length, the majority of them are on an incline and move several tons of material. They have to be evenly loaded to avoid spillage or empty spaces. Depending on the design, they operate very rapidly up to 100 fpm.
Automotive:
“The automotive industry uses several varieties of conveyors for material handling. Parts and car bodies can be easily moved from one operation to the next. They are especially helpful in moving heavy items such as doors, bumpers, chassis, and frames.
Food Processing:
“Food conveyors move foods and organic materials safely and quickly at a lower cost than that of manual labor. The term food conveyor covers a variety of systems that includes rollers, belts and dumpers or anything used to move food products through the manufacturing process. As with all conveying systems, food processing conveyors are customized to fit the needs of the manufacturer and the application. The one factor that makes them unique is the requirement to meet governmental regulations for sanitation and cleanliness.
Printing:
“Printing conveyors, for screen printing, use a conveyor dryer process for drying screen printed material. Though there are other methods for drying screen prints, conveyor dryers are used for large volume production and come in several varieties. In the drying process, hot air is forced on to the garment at a controlled temperature with an even flow as the item passes along the conveying system.
Chapter Six – Benefits of a Conveying System
“Conveyors have become an important part of manufacturing, mining, production, and finishing operations. They increase efficiency and help reduce labor costs. The use of conveyors has led to greater volume, increased production, and prevention of injuries.
“Regardless of the industry, conveyors have been proven to be a boost for production processes.
Benefits of Conveying Systems
Time Savings:
“Materials can be moved from location to location or from one level to another rapidly and easily.
Continuous Operation:
“Materials are continuously loaded and unloaded for long periods of time without interruption or stoppage.
Automated Unloading:
“Conveyors can be designed to automatically unload materials without the need for manual labor.
Control of Movement:
“Conveying systems have speed controls to monitor how rapidly items move along the system, which eliminates the concern for handling issues or breakage.
Directional:
“Though older conveying systems were able to move in only one direction, modern conveyors, with CNC controls, can move in forward or back. This helps in adjusting manufacturing operations.
Low Maintenance:
“The majority of conveyors require little maintenance, though there are some varieties with motors and parts that need to be continually checked and replaced. The need for maintenance depends on the conveyor’s use and environment.
Safety:
“Conveyors are the safest method for moving materials through a facility or production floor. They have built in on and off switches, emergency stop switches, and speed adjustments. The image below is of a safety cable stop for conveyors.
High Volume:
“Conveyors are a part of an automated system capable of moving hundreds or thousands of tons of material per hour or in a day…”


